Africa Tomorrow: Just what is the New Normal African Airport Experience?
On 21 July, Regional Gateway Editor Chloë Greenbank moderated a panel session as part of Africa Tomorrow, a virtual conference which explored the themes of resilience and recovery across travel, hospitality and aviation in Africa.
During her panel session, Chloë, Lawal Abdullahi, Nicolas Deviller and Fundi Sithebe discussed the question “Just what is the New Normal African Airport experience?” Topics on the agenda included sanitary process management, the passenger processing procedure, airports as real estate businesses with runways, and the importance of investing now, particularly in capital-heavy infrastructure projects.
View the full session below.
August 2020
Airtime with Paul Simmons, Executive Director, Blue Islands
Here in the UK we may no longer be compelled to remain six feet apart at all times, but we are continuing to produce the video series that we launched during lockdown. The series sees the Editors of HMG Aerospace’s leading international publications interviewing key airline executives as they fight the effects of the COVID-19 pandemic.
July 2020
An interview with Alejandro Ibrahim Perera, Director General, Teruel Airport – Spain
Here in the UK we may no longer be compelled to remain six feet apart at all times, but we are continuing to produce the video series that we launched during lockdown. The series sees the Editors of HMG Aerospace’s leading international publications interviewing key airline executives as they fight the effects of the COVID-19 pandemic.
July 2020
Fuelling aviation’s future
Air bp’s new CEO Martin Thomsen on why he’s excited about his recent appointment, being leaders in sustainability and his love of rugby.
This month should have seen Martin Thomsen relocating to the UK for his new role as Air bp’s CEO. Instead, as a result of the coronavirus pandemic, he is staying put in Switzerland where he currently lives with his wife and three children aged 15, 13 and 11.
“COVID-19 has impacted so many people and businesses in many different ways,” Thomsen says. “It’s important to keep looking forward, so the plan is that I will move to the UK by the end of the year.”
Although new to the aviation industry, 48-year-old Thomsen has been with bp for 15 years. “I’ve always been in the energy sector,” he reveals. “My first job was in Argentina working in the natural gas sector. Then I moved to Europe where I’ve held different roles ranging from bp’s fuel retail operations manager in Spain to my most recent position as general manager bp fuels, Austria, Switzerland and Turkey.
Multicultural roots
Born in Brazil to an Argentinian-Italian mother and a German father, Thomsen holds a Master of Engineering Science from the Instituto Tecnológico, Buenos Aires, and is an alumnus of the Harvard Business School Program for Leadership Development. “My multicultural background means I have a good understanding of different countries and cultures. And, my experience living and working in Turkey has also helped me appreciate the differences between emerging and mature markets.”
As for languages? Thomsen reveals that he speaks “a little Portuguese, a little English, a little Spanish (my wife is originally from Spain), a little German and a little Turkish.” Although if his English is anything to go by a little actually means pretty fluent!
Working in a global business is all part of the appeal for Thomsen. “My day might start with a 7am call to Australia, then I’ll be on the phone to someone in China. Next up is Dubai, then Europe and finally someone in North or South America before I call it a day. The global nature of Air bp’s business is certainly something that interests me.”
Inevitably, stepping into a high-profile role in an industry that is currently experiencing the worst downturn in its history is not without its challenges. “These are unprecedented times,” agrees Thomsen. “The biggest challenge for me will be how we continue to steer Air bp out of this crisis as a sustainable, growing business fit for the future. Aviation has faced a number of challenges in recent years from 9/11 to SARS and now coronavirus. But the industry is resilient, and passengers will return to the skies. Air bp’s role is to continue providing safe, efficient and reliable fuelling services and to work closely with our customers. It’s also about being leaders in sustainability. Not just in terms of profitability, but also in terms of how we play our part in bp’s new purpose to reimagine energy and its ambition to become a net zero company by 2050 or sooner, and to help the world get to net zero..”
Sustainable growth
With sustainability firmly at the top of Air bp’s agenda Thomsen states: “Our focus is on how we can increase our supply of sustainable aviation fuel (SAF); how we can pursue low carbon activities across the business; and how we can assist and support our customers in achieving their sustainability goals.”
He adds that collaboration is key to achieving the industry’s net zero goals by 2050. “We want to create our own cleaner, greener, more efficient aviation landscape. However, it’s also about working with all our stakeholders from government bodies to customers, to our own employees and society as a whole. It’s only by working together that the industry will achieve net zero emissions by 2050.”
While he brings a wealth of expertise to the table, Thomsen underlines that he is looking forward to gaining a greater understanding of how the operational side of Air bp’s business works. “I’m keen to see how our operations work in the different regions across our global network and what, if any, particular challenges each region faces. I’m also looking forward to meeting our customers, seeing how we can better support them and what additional solutions we can provide. I’m a people person so as well as the customers, I can’t wait to meet the Air bp team across the globe,” he enthuses.
Flying high
As for whether or not he’s ever been keen to take the controls in the cockpit? “I’ve always dreamt of being a pilot. I love the idea of sitting in the cockpit and understanding how it all works. It hasn’t happened yet, but never say never!”
In the meantime, Thomsen is happy being the passenger. As soon as he’s able, he plans to travel to the Nordics and the Americas to meet the teams there and gain a better understanding of those markets and how they operate. He also reveals that, “Asia Pacific – a destination he’s only ever visited on honeymoon – is a part of the world that has always fascinated him. “Now I have a great reason to go back. I’m really keen to visit China, as well as Australia and New Zealand. The latter two are both good destinations for rugby lovers,” he says, explaining that his grandfather was an Argentinian national player.
A keen rugby player himself until about five years ago Thomsen concludes he still likes to stay fit and healthy. “Running and going to the gym are both ways in which I like to unwind. It’s important to disconnect from the workplace from time to time and a healthy body is a healthy mind.”
An interview with Steven Verhasselt, VP Commercial at Liege Airport
The second video in the 6 Feet Apart series, which sees the Editors of HMG Aerospace’s leading international publications interviewing key airline executives as they continue to fight the effects of the COVID-19 pandemic.
May 2020
An interview with Chiara Dorigotti, CEO Milano Prime
The first video in the 6 Feet Apart series, which sees the Editors of HMG Aerospace’s leading international publications interviewing key airline executives as they continue to fight the effects of the COVID-19 pandemic.
May 2020
Boundary-pushing barriers
Chloë Greenbank took time out with A-Safe’s UK managing director, Neil Clifford, during this year’s inter airport Europe in Munich to find out why the Atlas barrier helps ensure safe, efficient operations.
October 2019
Why did you enter the airport sector?
The core markets for us originally were warehousing, distribution and manufacturing industries – essentially anywhere we want to protect structures from vehicles or segregate vehicles from pedestrians. However, around 10 years ago the airport sector became a significant sector for us and our Atlas range is designed specifically for the airport market. The Atlas is our strongest barrier and is capable of withstanding impacts from fully laden baggage tugs and dollies. It was originally designed for baggage hall applications for Heathrow Terminal 5, but has now been adopted by airports throughout the UK, including London Stansted and Manchester, as well as other hubs around the world. Although there are A-Safe subsidiary companies around Europe all manufacturing is done in the UK.
What does A-Safe offer in the airport sector?
Around 90% of what we supply into the airport market is from the Atlas range. Airports are busy, heavy-duty environments with numerous ground support vehicles in operation, such as tugs, dollies and fuel trucks. The risk of collisions is high. Around 90% of what we supply into the airport sector is from our Atlas range. We also cover pedestrian segregation with our three-rail barrier. But we will tailor our offer to each airport’s needs. We like to get on-site, see the application, look at the types of vehicles in use, assess their weights, speed and types of impact. From that we can build a risk assessment to establish the optimum types of barriers required for each respective environment.
What is different about your products?
Our barriers are made from extruded polypropylene. The extrusion process (where we re-align the molecular structure from random to linear formation) is carried out in house for global supply. The main technology and know-how is in the material composition. It’s a multi-layer pipe system that we extrude and each of the layers has a slightly different material composition of polyolefins and rubber additives. It’s that combination of material know-how and the extrusion process that provides the material with its energy absorption properties. So, it deflects on impact, absorbs the energy and then goes back to its original position.
What makes you stand out from your competitors?
Our solutions are scalable and can be tailored to the individual airport’s needs. We’ve worked with all sizes [of] airports from Jersey Airport in the UK to Singapore’s Changi Airport. The big challenge we face initially when approaching a new customer is turning their mindset away from steel, as a traditional barrier material. When comparing installation costs, it’s also a more expensive option than steel, but when you look at the lifetime cost savings that can be achieved, it’s phenomenal. Gatwick was one of our first big baggage hall projects. They were spending tens of thousands of pounds on the repair and replacement of their steel barriers. We fitted their two baggage halls with A-Safe barriers about 10 years ago and I can count on one hand the spares that we’ve supplied in that period of time. So, they were getting payback in 12-18 months.
What’s in the pipeline?
The main thing is there is more competition – that’s indicative of the success we’ve had as a company. But we’re constantly trying to stay one step ahead of the game and looking at new technologies within the barrier system. We’re certainly not standing still and we’re putting massive investment into our R&D departments. We’re also making multi-million pound investments in new machinery and we’re expanding the factory as well at Elland in Halifax, UK.
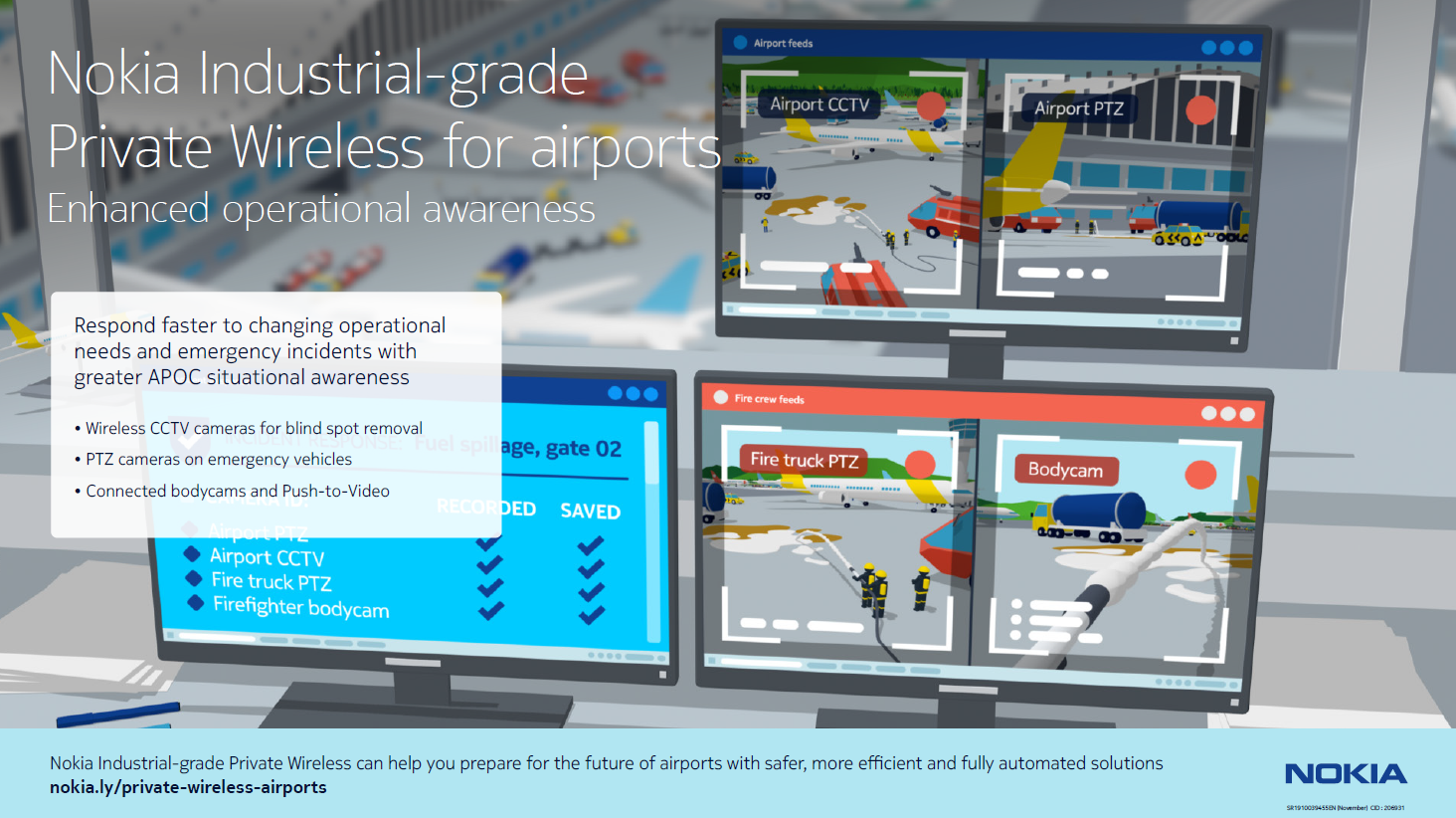
Private connections
Richard van Wijk, global aviation practice lead at Nokia, tells Regional Gateway why the Finnish company’s wireless private LTE is changing the way airports keep passengers and crew connected.
January 2019
What is Nokia’s offering within the airport sector?
We work extensively in the field of aviation, but as the industry embraces the digital era we have specifically developed a string of solutions that have been designed to deliver more reliable airport operational communications and a better passenger experience with private wireless connectivity.
Can you tell us more about your Long-term Evolution (LTE) solution?
Nokia has a lot of traction when it comes to wireless technologies. Airport’s currently face a huge challenge when it comes to wireless connectivity – not so much on the passenger side because that’s covered, but on the operational side. With the staggering growth that’s forecast for passenger traffic airports need to plan and respond to this passenger growth, and not just in terms of infrastructure, runway and terminal capacity but also from an IT/ OT (operational technology) perspective. Most airports today have implemented a shared wireless network to support both passengers and operations, using a combination of WiFi and cellular connectivity. But airport operators are increasingly dealing with more processes that require more data than ever before. These shared WiFi/ Cellular networks are susceptible to traffic congestions and poor signal strength so cannot scale easily to support future growth.
What we are pitching to airports is a purpose-built private LTE (pLTE) network, separate from the Wi-Fi and cellular connectivity provided to passengers. This private wireless broadband connectivity is dedicated to prioritising airport operational communications. It also forms the foundation for the evolution in wireless connectivity: 5G.
Which airports are you currently working with?
Our solution is currently deployed at several major gateways including Helsinki and Vienna. At the latter there were huge issues at the gate, because aircraft wings were blocking WiFi signals. It’s a common problem at the airport’s we’re talking to. If someone working on ground operations suddenly loses connectivity, it will ultimately have a huge impact on turnaround times. But at Vienna, ground handlers can connect to this private LTE network, which is helping to improve operational performance. It provides coverage from nose to tail while an aircraft is at the gate.
But it’s not just the bigger hubs we’re focused on. We are currently engaged with a small US airport with less than 1 million passengers per year.
How does it help enhance the passenger experience?
In the first instance, the pLTE environment improves the reliability of turnaround times, therefore offering a streamlines travel experience from check-in to take-off. Baggage and ground services crew can rely on secure, reliable connectivity, so can perform their jobs more efficiently, while pilots and cabin crew on the aircraft can also access real-time data and updates on their mobile devices. Plus, pLTE routers can be integrated into a variety of vehicles that require reliable connectivity throughout the entire airfield, which again will improve operational efficiency when it comes to marshallers accessing updates on runway activity and project flight traffic. What’s more, once it’s implemented, pLTE allows airports to offload operational services from the Wi-Fi and cellular networks, so all that additional capacity will be dedicated to the passengers, providing them with a faster and better wireless connection in the terminal.
Beyond that, pLTE can help improve situational awareness and response times for emergency response vehicles and teams as well as security personnel.
Can it help generate non-aeronautical revenue?
Airports have an option to monetise their pLTE by commercialising specific wireless travel services toward customers such as airlines, ground handling and baggage handling systems companies, and aircraft maintenance, repair and overhaul (MRO) companies.
Can it be integrated with existing Wi-Fi and cellular connectivity within the terminal?
Yes, either an airport continues to use the existing Wi-Fi within the terminal or the existing distributed antenna system (DAS) network can carry the pLTE service, ensuring dedicated wireless services for airport operations inside the terminal.
What is your vision for Nokia and airports of the future?
We will continue to help define the fabric of the digital airport providing solutions that provide the communication foundations for more reliable, efficient, operational processes. We will also continue to augment these processes with data analytics, predictive intelligence and IoT applications.
Putting Cuneo Airport on the map
What Cuneo Airport lacks in size, it more than makes up for with its ambition to succeed. Anna Milanese tells Chloë Greenbank why she still gets a buzz from seeing the airport being added to airline route maps.
September 2018
Cuneo Airport might be one of Italy’s smallest airports, but that doesn’t mean that Anna Milanese, the airport’s general manager, has an easy ride. Far from it.
“As a small regional airport, the main challenge we face is standing out from the crowd,” Milanese says referring to the high level of competition that Cuneo and airports like it face when it comes to attracting new carriers and developing its network reach.
The airport is ideally situated in Piedmont in Northern Italy, in close proximity to the wine-growing district of Langhe, Roero and Monferrato – which have been designated a UNESCO World Heritage site. The region is often cited for its stunning landscape and rich culinary traditions, including the Slow Food movement. What’s more, the region of Piedmont also has one of Italy’s highest GDP per capita and the airport is just 60 km from the city of Turin, to which it offers good surface access. “I am aware of the huge and still unexplored potential that Cuneo Airport has. Increasing awareness of the airport and its position as a gateway to all that this stunning region has to offer is something we are committed to developing further.”
Marketing roots
Bringing a diverse range of skills to her role as general manager, Milanese started working at the airport in 2004, just after it had opened a new terminal. She initially joined the marketing team before rising through the ranks to her current position. Prior to working at the airport, she had been in a marketing and communications role with one of Italy’s biggest tour operators, Alpitour, before taking a year out to work for a non-governmental organisation in Cape Verde helping establish a sustainable tourism project.
The airport is currently managed and owned by Societa Gestione Aeroporto Cuneo (GEAC S.p.A), which Milanese reveals was privatised earlier this year and is now 80% owned by shareholders and 20% owned by the local Chamber of Commerce. However, she underlines that GEAC remains “committed to developing the airport as a gateway for the region and related air traffic.”
The low-cost revolution
With the majority of the airport’s traffic originating from Northern, Eastern and Southern Europe, Cuneo is primarily served by five main carriers: Ryanair, Air Arabia, Ernest, Albawings and TUI. “Our focus is currently on extending our network throughout these regions and enticing airlines to connect with Cuneo,” offers Milanese. She underlines the importance of offering existing and new carriers “a tailor-made marketing campaign that promotes the airport and surrounding region,” but she also recognises the need to provide value and ensure that Cuneo offers a cost-effective solution for airlines too.”
The low-cost travel revolution has been instrumental in the airport’s growth in recent years. “Low-fare travel has presented a great opportunity for airports like Cuneo and our no-frills approach is perfectly suited to low-cost carriers as we can be competitive with our offering.”
Looking beyond the airlines, Milanese admits that non-aeronautical revenue plays a crucial role in the airport’s business model, accounting for around 62% of the actual value of output. “The biggest contributors are the car parking and leasing of hangars for private aircrafts,” she reveals.
Working alongside the local tourist board is also integral to the airport’s growth. “It’s a reciprocal relationship and it’s vital that we work hand in hand with Cuneo Tourist Board. Wherever possible we involve them in our campaigns and its equally important that we are involved in their activities too when relevant,” says Milanese.
“We are currently focusing our attention on the wine-growing districts of Langhe and Roero, which are attracting a growing VIP clientele and business passengers,” she adds, hinting that business and general aviation is an area that the airport hopes to develop further.
The airport is currently managed and owned by Societa Gestione Aeroporto Cuneo (GEAC S.p.A), which Milanese reveals was privatised earlier this year and is now 80% owned by shareholders and 20% owned by the local Chamber of Commerce. However, she underlines that GEAC remains “committed to developing the airport as a gateway for the region and related air traffic.”
X marks the spot
Convincing airlines to think beyond their preconceptions and embrace all that Cuneo and the surrounding region has to offer hasn’t always been easy, but Milanese admits it’s been a challenge worth accepting. She still gets a buzz out of seeing Cuneo marked up on an airline’s route map. “When I first started to approach airlines about serving Cuneo back in 2006 they would give me a funny look,” she recalls. But that’s no longer the case. “More than 15 carriers have chosen our airport since those early days. On a personal level that’s a great achievement and even now, when I look at an airline’s route map and see the dot that signifies Cuneo it gives me a thrill.”
Of course, there are still plenty of challenges to come as the airport continues to work on boosting passenger numbers and air traffic. “Increasing traffic and airline activity at Cuneo, creating employment opportunities for the next generation and inspiring them to work in the airport sector, while demonstrating to those living locally how many opportunities (both in terms of tourism and the economy) the airport can offer is all part of the day job.”
But, it’s a job Milanese is only too happy to accept, as she concludes she will never tire of “seeking out and working with new airlines to ensure they add a little dot for Cuneo on their network map!”
Buzzing around the airport
Wayfinding and location-based technology isn’t just about steering the masses around an airport. João Fernandes, founder and CEO of BuzzStreets, discusses the potential commercial opportunities available to airports using navigation and location-based service solutions.
August 2018
What is BuzzStreets?
It’s a B2B navigation and location-based services solution. We combine indoor and outdoor navigation with technologies such as augmented reality and proximity-triggered offers, to create a bespoke solution for customer engagement. It’s a tool that can be used in airports, as well as shopping malls, stadiums, hospitals and even offices.
When did you launch BuzzStreets and what was the inspiration behind it?
We launched BuzzStreets in January 2016, but we had been working on the project for a year before then. It started out as a GPS system designed for city councils and local governments, offering accurate information based on real-time data available on an app. Then we progressed to a way-finding and data collection system, which is what we offer currently – navigation for both inside and outside venues.
How does the navigation service work and how does it differ to existing wayfinding technology and airport apps?
We offer a bespoke service that is tailored to the type, size and individual challenges of each venue. There is no other service quite like ours, although others are trying to figure out how they can offer something similar.
How does it enhance the passenger experience?
Passengers have total independence to locate the store they want, their car in the parking space, the departure gate they’re looking for. It just makes the whole experience more seamless.
What do you consider to be the three biggest challenges for a passenger in their airport journey?
For me that would have to be how do I get to the airport on time (ie. what is the fastest and best mode of transport), where is my departure gate and how much time do I have to get there without missing my flight? BuzzStreets can answer all these questions and is scalable for all size airports. We are currently working with Lisbon Airport, but hope to announce more airport partners soon.
How are you funding BuzzStreets?
We are currently a small team of four and initially, we relied on crowdfunding to help finance this project. But we are now sustainable with our sales and are working on a new funding phase for the end of next year.
How does wayfinding technology benefit airports and passengers?
It’s all about increasing the user experience and encouraging passengers to spend more quality time in the airport. Getting to and from an airport, as well as navigating your way round an airport can be stressful. Having way-finding technology will help reduce that stress and improve the overall passenger experience. Plus, as passengers are travelling to their gate or waiting to board their plane they can benefit from push notifications offering discount offers and vouchers from stores around them. Increased sales means increased ancillary revenue for airports too. So everyone’s happy.
What does the future hold for wayfinding technology in airports?
It won’t be long before way-finding technology is standard in all airports. It will be like GPS for cars. Basically airports are like giant shopping malls with aircraft parked around them. Improving and enhancing the passenger experience is integral to operations within the airport sector. The more time a passenger spends in an airport the more prone they are to spending. More revenues for retailers mean money for airports, so yes, I am confident we will be successful.
Every cloud has a silver lining
Iceland’s aviation sector has experienced impressive growth since that infamous ash cloud caused havoc across European airspace. Chloë Greenbank caught up with Björn Oli Hauksson, Isavia’s CEO, to find out what’s been driving this growth and why the country’s regional airports system mustn’t be left in Keflavik’s dust.
August 2018
Having started out working for the Red Cross, primarily in the field of water, sanitation and hygiene, Björn Oli Hauksson, CEO of Isavia (which operates all airports and air navigation services in Iceland), certainly didn’t’ follow a natural path into the aviation sector.
“But like so many of my colleagues in this industry, I couldn’t imagine working anywhere else now in the civil aviation business,” he says laughing. “I’m hooked!”
With an M.Sc in Industrial Engineering and Management, Hauksson joined the Red Cross in 1991, after the Gulf War. He was posted to work for the United Nations Mission in Kosovo (UNMIK) where he was appointed head of various regulatory units, including civil aviation. In 2004 he was tasked with overseeing the development of Pristina International Airport, before being made the airport’s managing director. He eventually returned to Iceland and in 2008 was appointed managing director of Keflavik Airport before being made CEO of Isavia in 2010.
“There was no soft landing,” says Hauksson, explaining that one of his first roles as the head of Isavia was to deal with the aftermath of the infamous volcanic ash cloud following eruptions of Eyjafjallajökull. The ash cloud caused mass disruption to air travel across western and northern Europe with most of Europe’s airspace and many of its airports having to close. But he survived and since then has steered Iceland’s airports through a period of unprecedented growth.
Efficient regional airports system
In addition to overseeing operations at Iceland’s main international airport – Keflavik – Hauksson’s role as CEO of Isavia means he oversees the management of the country’s domestic airports and landing strips too. There are around 13 domestic airports in the country, including Reykjavik, Isafjordur, Akureyri, Egilsstadir, Vestmannaeyjar, Husavik, Hornafjordur, Saudarkrokur, Grimsey, Bildudalur, Vopnafjordur, Thorshof and Gogur. Each one has its own operational director who reports back to Hauksson and his second in command.
“The airports are all state owned but Isavia is contracted to manage them,” Hauksson says, explaining that the contracts are currently renewed each year, but he would like to see a more long-term structure in place. The government also contributes around 75% of the operational costs of the country’s domestic airports.
As Keflavik is the main international hub, Hauksson admits it’s also where his focus is in terms of profit and development. The airport has experienced 400% growth at Keflavik over the last decade, so it’s understandable that most of his working day is focused on synchronising activities and developing operations there.
“But it’s vital that we have an efficient regional airports system too”, he argues. “In fact,” he points out “we are running one of the most efficient regional airport systems in Europe, if not the world.” Hauksson determines although passenger numbers at these smaller airports aren’t as impressive as those at Keflavik, these airports remain a valued part of the country’s transport network and must not be overlooked.
Building for future growth
Keflavik has undergone a major overhaul in the last couple of years. The runway has been resurfaced, rapid exit taxiways constructed, and new bridges added. New passenger processing technology has also been implemented to ease passenger flow. “We are finally where we wanted to be back in 2010 in terms of bringing the airport’s infrastructure up to the best possible standards. But there is still potential for improvement and the next step is to expand the terminal by adding a new pier,” reveals Hauksson.
Describing the terminals at Akureyri and Reykjavik airports as “way too small,” Hauksson says these two hubs would also benefit from expansion, but “ultimately it comes down to cost and at the moment there simply isn’t the budget.”
The focus at the domestic airports, he says, needs to be on improving efficiency rather than capacity. “Most of the existing carriers serving these airports have good load factors. They are using small aircraft so don’t have an issue of unused seats.” But, he adds, the big challenge lies in getting carriers to “offer scheduled flights to and from some of these smaller airports.”
Icelandair has already started flying directly from Keflavik to Akureyri, which means that passengers travelling from northern Iceland can now easily access Keflavik’s extensive network around the world. “If we could increase scheduled services from airports like Akureyri and Egilsstadir, that would change the business model for these airports and hopefully drive growth.”
The low-fare link
Improving connectivity throughout the country is integral to Hauksson’s master plan and low-fare traffic will continue to play an integral role in boosting passenger traffic throughout the country. Both WOW and Icelandair, already use Keflavik as a transfer hub and this has encouraged strong growth from other carriers to the Icelandic capital. Four of the big transatlantic carriers – American Airlines, Delta Air Lines, Air Canada and United Airlines –are now serving both Keflavik and Reykjavik airports.
Hauksson points out that “whilst low-fare carriers have increased traffic, it’s a different kind of traffic… We’ve had to adapt our business model to cater for this and be more diligent about non-aeronautical revenues.”
However, he also admits that this doesn’t negate from the fact that low-fare activity from the likes of WOW and Icelandair has been a driver of growth both for inbound and outbound traffic. It’s also fed into Isavia’s vision of becoming an aviation hub between North America, Europe and Asia. WOW already has a strong presence in Europe and America and later this year is expanding its services to India.
Geographically Iceland is well positioned to accommodate traffic from these three continents and Hauksson explains that Keflavik has the capacity to cater for additional passengers. “While most other major European airports are bursting at the seams, Keflavik still has the space for an additional runway and the ability to handle additional passengers.” He also adds that as Isavia’s route network grows, it’s important to factor in all hubs in the country when catering for point-to-point traffic.
“It’s about being flexible and able to adapt to the changing demands” declares Hauksson.
That’s something that he has had plenty of exposure to since joining Isavia. When he started out as CEO, the country’s airport network was serving roughly 1 million passengers and now it’s more like 10 million. Crediting his team as being integral to his success he concludes: “This huge increase in passenger numbers to and from Iceland has been our biggest challenge. But I’m happy to say we have managed. And managed well!”
Living the dream
As Van Nuys Airport in Los Angeles celebrates its 90th anniversary, Chloe Greenbank takes time out with Flora Margheritis to find out why simply landing at an airport would never be enough and why the airport’s rich aviation heritage is its link to the future.
August 2018
Working in the airport sector was something Flora Margheritis, airport manager, Van Nuys Airport (VNY) in Los Angeles, USA, set her sights on at an early age.
“I first came to Van Nuys Airport when I was in my early teens in search of a flight school. I was amazed by the number of aircraft and level of activity that I witnessed. By the time I was 18, I had obtained my private pilot certification,” she says.
She recalls it was at this point that her love affair with airports began. “I knew at that point I didn’t want to just ‘land’ at airports, I wanted to work at them. So, I set my sights on getting a bachelor’s degree in aviation administration.”
Her first job, working at an airport gift shop, led to her obtaining a position as a flight dispatcher at a fixed-base operator (FBO) located at Hollywood Burbank Airport. She explains how this combination of hands on ground handling experience, combined with her college degree and pilot’s certificate paved the way for a job at Los Angeles International Airport. “I started at Los Angeles Airport (LAX) as an entry-level superintendent of operations and was quickly promoted through the ranks to land a position as chief of airport operations at Van Nuys Airport and before taking on my current role as airport manager.”
Both VNY and LAX are owned and operated by Los Angeles World Airports (LAWA) and play an integral role in helping to meet the Southern California regional demand for passenger, cargo and general aviation services. LAWA’s airport system serves a major portion of the Southern California market at no cost to tax payers. Located in the heart of the San Fernando Valley and dedicated to non-commercial air travel, VNY derives most of its revenue from rental/ lease and fuel delivery fees under a stand-alone budget.
Explaining how her responsibilities as VNY’s airport manager include overseeing all aspects of airport operations and administration, Margheritis underlines how her priorities are safety and security, as well balancing the needs of airport operators with those of the surrounding community.
Rich aviation heritage
“Today the airport is home to nearly 600 aircraft and over 100 businesses. It supports over 10,000 jobs and contributes nearly $2 billion each year to the Southern California economy,” she says. As the airport is this year celebrating its 90th anniversary, she adds:“it will continue its strong legacy of serving as a valuable resource to our community through building strong partnerships with local civic, service, educational and non-profit organisations.”
Describing the airport as a place where aviation’s early pioneers let their dreams take flight, Margheritis tells how the airport has evolved since its origins in 1928. In 1903, the Wright brothers made history, when their Wright Flyer took off in Southern California and became the first aircraft to achieve sustained, powered flight. Twenty-five years later, to the day, VNY was born as Metropolitan Airport through the corporation of a small group of citizens. It began as a privately-owned airfield surrounded by trees and farmland and was where pioneering aviators such as Amelia Earhart and Florence “Pancho” Barnes set record-breaking flights. Since those early days it has also served as a backdrop for Hollywood movies, a military base during and after World War II, a hub for aerospace manufacturing, a home to fire, police and air ambulance operations and it is now one of the world’s busiest general aviation airports.
In 2017 VNY had 231,323 total operations, of which approximately 22% were jet operations, 10% were helicopter operations and 68% were prop and turbo prop operations. To cater for the volume of air traffic, the airport has four FBOs – Castle & Cooke Aviation, Clay Lacy Aviation, Jet Aviation, and Signature Flight Support – which means general aviation passengers travelling through VNY can rely on high levels of service and satisfaction.
Boosting the local economy
In addition to catering for large volumes of inbound and outbound air traffic, the airport plays an integral role in local economic growth. Over the past two years, several major tenant development projects have included the completion of a $7.5 million, 3-acre complex at Aeroplex/ Aerolease Group and a $10 million, 6-acre expansion at Clay Lacy Aviation. Construction at the airport’s new Jet Aviation facility has recently commenced, with development at The Park VNY scheduled for completion at the end of this year.
The airport is also due to spend an estimated $64 million on airport capital improvement projects (ACIP) and non-ACIP projects through 2022 to meet the future aviation needs of Southern California. These include the reconstruction of two taxiways, upgrading the airport’s radio communication system and removal of underground storage tanks.
The numbers are impressive. Based on a 2016 economic impact report, on average every $1 million spent on capital improvement projects at VNY will have an economic impact of 10 jobs, $583,000 in labour income, $1.7 million in business revenue and £70,000 in state and local taxes.
Challenges and collaborations
However, running one of the world’s busiest general aviation airports doesn’t come without its fair share of challenges. “I face the daily challenge of working collaboratively with stakeholder groups to implement policies and practices that are both responsive to business and responsible to the community,” says Margheritis.
She also divulges that the airport has a long history of working in partnership with its tenants to come up with solutions to some of the more difficult challenges it faces. “These include reducing the impacts of airport operations on the community; creating a business climate that facilitates job creation and economic growth; negotiating fair and reasonable leasing policies and practices; and working toward environmental sustainability.”
Concluding how every day presents its own challenge, Margheritis admits that responding to these challenges and having the opportunity to meet the needs of airport businesses, while being responsive to the local community is what fuels her ambition to succeed. “From the moment I first visited Van Nuys Airport at the age of 16, I knew I not only wanted to be a pilot – I wanted to be airport manager. Fortunately, both these dreams have come true. I am passionate about the excitement, freedom and opportunity that flight has to offer. I love working in an active airport environment and believe the people are what make VNY, and the industry as a whole, so special.”
The rise of Italy’s under-rated gem
The first Italian airport to be privatised in 1997, Naples Airport continues to be a pioneer for regional airports, as Margherita Chiaramonte tells Chloë Greenbank.
July 2018
All too often overlooked as a city break destination when compared with other Italian cities, Naples is currently enjoying its moment in the spotlight. Visitor numbers are on the up and Naples International Airport, which is managed by Gesac S.p.A is experiencing unprecedented growth in air passenger traffic.
“Airports Council International (ACI) featured Naples on its list of ‘Fast and Furious’ European airports for growth in the period 2012-2017,” says Margherita Chiaramonte, head of aviation business development at Naples Airport.
You just have to look at last year’s passenger figures – Naples Airport processed just shy of 8.58 million passengers in 2017, a 27% rise over 2016, making it the fastest growing airport in Italy – to see what all the fuss is about.
The increase in passenger traffic also means that the city is finally getting the attention it deserves, admits Chiaramonte as she describes Naples’ mix of ancient history and cultural traditions combined with its very modern aesthetic as a “magical blend.”
Next week the airport, alongside the city, will host ACI’s Regional Airports Conference and Exhibition (14-16 May). “It’s a great opportunity to showcase Naples Airport to our colleagues managing other regional airports in Europe. It will also highlight everything this beautiful city has to offer and its potential as a city break destination,” Chiaramonte concedes.
Profitable, sustainable growth
Destined for a career in aviation and specifically at Naples Airport, Chiaramonte reveals how her father was a Colonel in the Italian Air Force and spent the latter part of his career based in Naples. “His office had a great view over the runway,” she recalls “so watching planes take-off and land formed a large chunk of my childhood memories”.
Having completed a Masters in Tourism Management, Chiaramonte was given a four-month internship at Naples Airport in 1998.
“When I completed the internship, they offered me a job in the marketing department and I’ve stayed at the airport ever since, although my role has obviously changed.”
Her team (she works with two others) is small but perfectly formed. “Our job is to grow the airport’s network of destinations and the number of passengers in a manner that is profitable, but sustainable,” she says. One of her team is responsible for analysing new routes and traffic developments, while the other looks after marketing and the promotion of air services, as well as liaising with air carriers and the local tourist board.
“We analyse emerging business opportunities all the time,” she admits. “Whenever we see a business case with potential we will approach the target airlines to show why Naples is the best option. We are also responsible for promoting our air services in the catchment area, so we co-operate a lot with airlines to boost passenger demand on Naples flights. “
Expanding the route network
Connectivity has undoubtedly played an integral role in the airport’s evolution. “In the past four years, route development and international passenger growth have been at the top of the agenda when it comes to our business objectives,” concedes Chiaramonte.
To achieve these goals, the airport has adopted an aggressive marketing strategy targeting the main carriers in Europe (and primarily the big low-fare carriers). This has not only resulted in Naples doubling the number of direct routes it offered between 2014 and 2017, but it has also attracted both easyJet and Ryanair to establish bases at the airport.
“Last year, 63% of our passengers flew with LCCs, while the remaining 37% flew with traditional carriers,” Chiaramonte says, adding that the airport’s top five carriers in terms of passenger traffic are easyJet, Ryanair, Alitalia, Volotea and Lufthansa. But, she asserts that there are some exciting new routes in the pipeline, with Aeroflot due to start a daily Naples-Moscow service in July this year. She also divulges that the airport is focused on improving its seasonality profile. “Primarily we incentivise services to international, unserved routes, preferably year-round ones, as we want to reduce the seasonality of the airport.”
To further incentivise airlines and enhance the overall passenger experience, the airport also has plans to double its cargo operations by expanding the cargo building and improving its car rental facility by the end of 2019. By 2022, surface access to the airport will also be drastically improved with the airport being incorporated as a stop on the main line of the city’s underground system, “which will not only enhance accessibility of the airport from the city centre, but also the whole region,” Chiaramonte enthuses.
Strategic development
Focusing efforts on boosting inbound tourist traffic is integral to the airport’s long-term strategic development.
“We have been proactively encouraging tourism in Naples,” says Chiaramonte, “by working alongside key stakeholders from the local tourism industry (from both public and private sectors), to promote Naples as a city break destination.
Citing the importance of social media and digital marketing, Chiaramonte explains that the airport was behind an initiative to invite a group of travel influencers (including top bloggers) from around Europe to spend the weekend in Naples, so that they could experience the city for themselves and provide an honest account to their followers.
“They published their stories and reviews on their blogs and social media, which generated lots of positive feedback from hundreds of thousands of followers.”
Partnership is key
Another initiative the airport is undertaking is to create a ‘regional airports system’ with the currently under-developed Salerno Airport on Italy’s Amalfi Coast.
“Salerno Airport’s infrastructure is currently unable to handle commercial traffic,” explains Chiaramonte. “Big investments are needed to make the runway and the whole airport infrastructure viable for future operations. A regional airport system with the two airports under one umbrella would be the optimum scenario,” she continues, before pointing out that it would be environmentally beneficial as well.
“With air traffic demand growing at an unprecedented pace, Naples has the opportunity to play a leading role. A regional airports system would be a great way to optimise the use of local infrastructures and laying the foundations to handle the forecasted growth of air transport demand in our region.”
It would also of course be an effective way to boost inbound tourism as well as the region’s economy over the next 20-30 years…
The battle against bird strike
Helena King, director at Euro-Matic, started out as a product developer and international buyer in the technology markets. She and her husband, Paul, who has a technical engineering background in the plastic industry took over Euro-Matic, manufacturers of plastic balls, two years ago. She tells Chloë Greenbank why when it comes to airports, the battle against bird strike at is all about juggling balls.
July 2018
Euro-Matic manufactures plastic balls for a number of purposes including soft play areas and medical applications. When did you enter the airport sector and why?
We developed the water-filled ball over 20 years ago. They were developed initially to be used on reservoirs to prevent algae formation. But we realised that the balls were also an effective bird deterrent, as they stopped them from landing on the water. In 2003 Heathrow Airport decided to adopt the concept and installed the balls on their reservoirs to help deter birds.
What has to be taken into account when designing bird balls for airports?
Bird strike is a huge issue and poses a massive risk to the aviation sector. Our video – below – highlights not only this, but also it’s a myth buster on many of the assumptions people have around bird strike and airports and how simple our solution is.
Which airports are you currently partnered with?
Heathrow in the UK was our first airport case study and still has its original balls that were installed there 14 years ago. Since then, our balls have also been installed at Brussels Airport in Belgium, Klagenfurt Airport in Austria and Humberside Airport in the UK. In addition to reducing bird strike the balls can also be used to protect the Emergency Water Supply (EWS). They reduce evaporation by 90% by reducing evaporation and ensuring they are maintenance free.
What are the advantages of a floating ball blanket over netting?
Around 116 balls are needed per m2. and installing the balls is easy. Once delivered they are simply offloaded from the truck straight into the water source. There is no ongoing maintenance, so once they’ve been installed the balls can be left for 20-30 years. They are injected with a UV stabiliser and made from HDPE plastic. While netting is also an inexpensive option, it isn’t as durable as it deteriorates quickly and poses a hazard to wildlife as they can get trapped and require human intervention. Plus, netting doesn’t act as a deterrent as birds will still attempt to land on the water. It doesn’t matter what size the airport is, it’s an effective bird control solution.
Are the balls affected by freezing conditions and high winds?
The balls are made of HDPE, which is suitable in temperatures as low as -60 degrees. We have a wind test that demonstrates how the balls stay stabilised in the water, even in winds in excess of 100mph.
Do airports still need to invest in other methods to prevent bird strike or are the floating blankets enough of a deterrent?
The bird balls are targeted specifically at the larger birds, which are attracted to open water, such as ducks, geese, herons and migratory species, which can cause substantial damage to an aircraft. While the smaller birds such as pigeons, sparrow and starlings which reside in grass areas are a problem, the risk is less of an issue and most planes can cope with the impact if it occurs.
Airports spend millions on bird control methods each year, how do you compete with the more advanced technologies when it comes to preventing bird strikes?
The beauty of our product is that it’s simple and is the only product that actually prevents a bird from landing. All the other solutions are designed to scare a bird away, but the likelihood is they’ll return.
Environmental sustainability is at the core of your business. How are you demonstrating your green credentials?
Firstly our balls are produced from HDPE, which is one of the most commonly recycled plastics on the planet. We also don’t waste any plastic in production and we use a specific material that will give the product the longest lifespan, which means they are not single use, but last for more than 25 years. Another important factor is that this method doesn’t cause wildlife any harm.
What is in the pipeline for Euro-Matic in the airport sector?
Over the past decade, bird strikes have increased by 477%, so we are focused on addressing this by attempting to be more widely known. We have also increased our capacity for production and are currently in conversation with a number of airports to solve their bird strike risk.
Lodz to get excited about
It wasn’t long ago that Lodz Airport was considered pretty much a lost cause. Anna Midera tells Chloë Greenbank how the airport is turning its fortune around.
June 2018
When it comes to weekend getaways the Polish city of Lodz might not immediately spring to the top of your list. But with its vibrant arts and cultural scene, lively nightlife and eclectic blend of industrial and contemporary architecture, the city is garnering a name for itself as Poland’s one to watch. What’s more Lodz Airport is at the heart of this transformation.
“Lodz has been nicknamed the Polish Manchester,” says Anna Midera, CEO Lodz Airport, explaining that it has been so called because of its history as the cradle of Poland’s textile industry and one of the biggest centres of this industry in the world. “But beyond its industrial background, it’s a great city with so much potential, so much to offer visitors,” she adds. “Getting that message out there is vital and it will of course help drive traffic to the airport!”
Midera is a force to be reckoned with. She has a PhD in economics from the University of Lodz, where she worked for 13 years before relocating to Warsaw to work for the Ministry of Infrastructure. Here she was tasked with overseeing the government’s transport policy and was also invited to join Prime Minister, Donald Tusk’s, advisory committee to produce a report on transport titled Poland 2030 – Third Wave of Modernity – Transport. She then worked for the Polish Air Navigation Services Agency before moving back to her hometown of Lodz. At the end of 2016 she joined the board for Lodz Airport and in April 2017 she was appointed as the airport’s CEO.
Team spirit
“I’m probably one of the newest members of the team at the airport,” Midera reveals. Most of the core team of staff have been there for at least 10 years, but the airport was in need of a boost. “It’s hard to pinpoint exactly what’s changed since I’ve joined. But I’d like to think that one of the things I’ve brought to the table is cohesion among the team. We now work really well together as a team and we’re united in our optimism for the future of the airport.” Midera has also implemented a five-year strategic plan to drive growth at the airport, which has given everyone a focus and motivated them to achieve their goals.
While the main business development team who are responsible for commercial operations and establishing airline partnerships only numbers about seven people, there are over 250 people working at the airport itself. “We have our own ground handling services, so we don’t rely on outsourcing such services, which makes it easier to control costs and operations,” reveals Midera.
Lodz has always had to compete with other airports, including Warsaw Chopin International, which is located in the Polish capital, approximately 130km away. With Warsaw’s primary airport expected to reach maximum capacity within a few years, the government is planning to build a new airport, which it says will “rival the world’s best.”
This site for this new hub, which is due for completion in 2027, is in Baranow, Central Poland – between Warsaw and Lodz.
But with the second fasted developing market for air traffic services, Midera isn’t put off by the new airport. Instead she sees it as healthy competition. “When I joined the airport, people saw it as a failing project,” explains Midera. “They saw it as having too much competition from Warsaw and we didn’t have any charter flights, but that’s changed,” she adds. Air traffic and passenger numbers are on the up at the airport with several new services scheduled for this summer.
“Lodz is the third biggest city in Poland and we have a catchment of around 700,000 people living in the city and around 1.1 million in the wider catchment area.” Although the airport currently serves around 200,000 passengers, it has the capacity to cater for two milllion passengers. “We are a modern airport with good facilities,” says Midera. “There is no need for additional investments at this stage to expand the terminal, so we’re in a good position to handle more traffic.”
Diversity is the key to success
Ryanair and Lufthansa are the two carriers currently serving Lodz Airport with the majority of passengers travelling to Lodz from the Polish diaspora. “I would say only 10-12% of the passengers who travel through the airport are foreign,” Midera says. “On our flights from London, Dublin and the East Midlands in particular, it’s mostly Polish passengers.”
Ryanair currently flies to London, Dublin, the East Midlands, and, as of May, Athens, which currently has a load factor of 96%. Lufthansa meanwhile began its Lodz-Munich service once daily, five days a week in March of this year. “This new route is going well, we are really happy with the load factors and we are optimistic about growing our partnership with Lufthansa,” says Midera.
Later this month, Onur Air will expand its Polish network with weekly flights between Antalya in Turkey and Lodz for the summer season, while the Polish charter airline, Enter Air, is launching flights between Lodz and Borugas in Bulgaria.
“Diversification has been and will continue to be key for our growth,’ says Midera. “It won’t work if we just have one airline based here, we want to be flexible and to accommodate different airlines serving different destinations.”
Incentives and initiatives to drive growth
One of the initiatives that Midera has implemented to incentivise new carriers is a new tariff for airlines. “The previous tariff hadn’t been changed for 20 or so years, so it was time for us to review this and see what other airports were offering and what would appeal to different airlines,” says Midera not wanting to disclose too much information, but revealing that the new tariff has definitely helped boost the interest of new airline partners.
Midera also highlights the need to invest in promoting the city and to continue working alongside the local authorities in doing so. “Lodz is a sexy airport,” she says laughing. It’s a reflection of the city itself, which is vibrant, eclectic and fun! It’s a great destination for young people, plus it’s not too expensive once you’re here and that’s a message we need to convey.”
Boosting inbound traffic will of course benefit the local economy too and as well as being “an ideal destination for a city break, Lodz also offers plenty of scope for business travellers too. Because of its location in Central Poland, everything is accessible.”
Midera’s enthusiasm is infectious. It’s something that unsurprisingly has rubbed off on her team. At the Routes Europe event in Bilbao in March, the airport staff were distributing ‘Lodz Airport socks’ to delegates. It caused a buzz of excitement with attendees flocking to the stand intrigued to find out more about what Lodz had to offer beyond exciting foot apparel.
With brightly coloured socks in place, the airport is certainly putting its best foot forward. With a strong, motivated team in place and a clear set of goals in place, Midera concludes she is “optimistic about reaching 500,000 passengers per annum at the airport within three years.
Italy’s seating masterpiece
Waiting times at airports are an inevitable element of any journey through an airport. Rossano Ruffini, Poltrona Frau’s business development manager tells Chloë Greenbank why seating can make all the difference to the passenger experience.
June 2018
Poltrona Frau is traditionally an interiors specialist, which specialised initially in designing for ocean liners before becoming a trailblazer for furniture design concepts in public venues. What made Poltrona Frau turn its attention to airport seating?
Poltrona Frau Contract has a long tradition of producing high-quality seating. The company was founded in 1912 in Turin and since then has gone from strength to strength. The emphasis is on comfort, design and elegance and our seats can be found in theatres, concert halls, on aircraft and luxury cruise ships, as well as in hotel lobbies and various other public and private spaces around the world. Moving in to the airport sector was a natural progression for us. One of the early airport projects we embarked on was 20 years ago at Rome Fiumicino and Milan Linate airports with our Onda collection. In the 60s we also supplied the Dezza design lounge chair by Gio Ponti for the Alitalia lounge at JFK airport in New York.
We have completed over 1,000 projects in more than 100 countries with a collection of 20 made-to-measure seats that bring the visions of some of the world’s most famous architects to life. We’re proud to be able to say that all seating made for our airport division is 100% manufactured in Italy.
What factors have to be taken into consideration when designing airport seating?
Nowadays, airport waiting times have become important with passengers having different requirements. It’s a mixture of people wanting to connect and interact with other travellers, as well as those wanting an element of privacy. We are able to offer a solution for all these needs with products that meet the highest levels of comfort design.
What materials are used to make the seats?
For soft furnishings we use our Poltrona Frau leather, while for the base and support structure we use materials including wood, aluminium and steel.
You have worked extensively with Naples Airport can you tell us a bit more about this partnership and how you succeeded in giving the departure lounge for economy travellers a premium feel?
We started working with Naples Airport from the beginning of their terminal refurbishment programme. We were tasked with created the interiors of both the airport’s VIP lounges as well as the re-design of the departure lounge. The design brief throughout the re-designed terminal was for a contemporary aesthetic with a refined architectural expression to celebrate modern air travel. The result has been really well received. In the main departures lounge the waiting areas exude comfort and style and have been very well received by both passengers and airport staff.
Which other regional airports have you partnered with?
In Italy, we have worked with Catania, Bergamo, SEA Milano Linate, Malpensa, Lamezia and Bologna airports. But, we also have an important presence in Japan with several different ongoing projects including at New Chitose Airport in Hokkaido and Narita Airport in Tokyo. Recently we also collaborated with the new Muscat Airport in Oman.
Is your seating an economically viable option for the smaller/ regional airport?
Absolutely. We are competitively aligned with other products in the market. And our seating is really easy to install within an existing terminal layout.
You debuted Cove, the newest lounge chair in your collection at the Passenger Terminal EXPO in Stockholm earlier this year and again at Naples Airport, during ACI’s Regional Airport Conference. Why is this seat causing such a stir?
This chair was really designed as a response to the demand for privacy within busy, public spaces. It features a generously curved form to provide ample room for a person to relax or work in comfort, while offering a sense of seclusion without the need for walls. It is suitable for a variety of areas including airport lounges and was designed by Foster+Partners to function as part of a cloud-like cluster of chairs, as well as providing a secluded space to work, eat and relax. The use of high-end materials combined with the curved form and minimal aesthetic for the chair was the result of studies into the different ways lounge furniture was used. The wide comfortable seat features an integrated USB charging point with the option of mains power supply and a table, which can be used as a desk. The inner and outer surfaces can be customised in a variety of leather and other fabrics.
Poltrona Frau is committed to sustainable development. How are you demonstrating your green credentials?
Poltrona Frau was one of the first companies in Italy and the world to carry out an assessment in accordance with the ISO social responsibility guidelines. This certification highlights our commitment to environmental sustainability as well as our dedication to acting in an ethical and transparent way that contributes to the health and welfare of our workers. In 2010 we installed a photovoltaic plant at our Tolentino headquarters. The plant has a capacity of 1.4 megawatts and produces around 1.68kWh per year, which results in a saving of 1176 tonnes of CO2 and makes the Poltrona Frau plant independent in terms of its electricity supply, with excess quotas sold to the national grid. A ‘Zero Waste’ project was also launched at the Tolentino headquarters which has made it possible to maximise the separate waste collection process across the entire site.
What does the rest of 2018 hold for you in terms of airport partnerships/ new seating projects?
We will go ahead with the big project of Narita in Japan with 1,000 new seats and we are currently scouting new possibilities for the US market.
Knowing your customer
Edward Shelswell-White, principal of airport customer strategy and air service development at ICF, tells Chloë Greenbank how airports can drive consumer demand for their service, by using next generation Air Service Development and big data analytics. But, the bottom line comes down to knowing your customer.
May 2018
You have an extensive background as an innovator when it comes to planning for the aviation sector, can you tell me a bit more about your own working background and the airport projects you have worked on?
I previously worked at Southwest Airlines for 22 years, and every position I held had something to do with the intersection of airports and customers. Yet I noticed that when airports came to our headquarters to talk about service opportunities, little of what they told us was anything we didn’t already know about the market, and so it tended not to affect our decisions. Occasionally, an airport would tell us what they were doing or seeing that would make the market more intriguing to us than what we could see in the data alone. Those meetings were effective, but exceedingly rare. So, when I left Southwest to get into consulting, I wanted to help more airports be effective in their efforts to develop air service, by helping them focus on the things that make a difference to how airlines plan their networks. In the six years since I left Southwest, I have worked on projects for airports as large as Los Angeles International (LAX), and as small as San Angelo, Texas. While their sizes and situations have little in common with each other, the principles for each are the same: focusing on what the airport can control or affect to increase passenger demand, and by doing that, increase airline appetite to add capacity.
Can you describe ICF’s services in a nutshell and explain briefly how airports (particularly regional hubs) can benefit from your services?
ICF has a broad range of airport services, including strategic planning; transactions advisory; passenger experience; and air service marketing and development (including passenger and cargo). All these areas complement each other to help airports compete more effectively in today’s hyper-competitive environment.
Why is ICF’s approach different from other strategic planning methods?
ICF’s facilitative approach to strategic planning establishes a common direction and goals with wide organizational buy-in, and a manageable number of actions with accountability and cross-functional coordination.
Can you tell me more about ICF’s unique approach to Air Service Development with ASD 2.0?
Standard Air Service Development (ASD) is a necessary part of an airport’s efforts, but today it’s no longer sufficient to deliver results for any but the largest airports. This is because it relies on trying to persuade airlines to do something the data already are telling them, most of the time, not to do.
Just as standard ASD does, ASD 2.0 uses industry data; but rather than using data to persuade airlines of anything, we use it to understand them – how they see the market; how profitable their service is; what would have to change to make the market more attractive to them. Then, we layer in primary consumer insights research to baseline the attitudes, perceptions, and preferences of airline target passengers’ (the ones airlines most want to serve) toward the airport. Finally, we help airports design and then drive multi-year commercial strategies and annual tactical plans to help attract the passengers their airlines want to serve. When more and better paying passengers demand an airport’s service, one or more airlines will tend to provide it. Rather than putting the airline in control of ASD (by asking them to provide service based on existing data), ASD 2.0 keeps the airport in control of ASD by helping it to focus on what it can control or affect to make additional air service more attractive to airlines.
One other thing that’s different about ASD 2.0 is that it doesn’t try to predict which airlines will serve the market. It isn’t that we don’t have specific dialogue with targeted carriers about certain routes, but rather that we’re trying to maximise the success of the market overall, not just a particular, centrally-planned route. We believe that if we maximise the viability of the overall market – something the airport is uniquely positioned to do – we don’t have to worry so much about predicting which carriers will fly which routes, with what equipment, how often – something the carriers are uniquely positioned to do.
How can airports incentivise airlines and how can they best demonstrate their potential to gain new air services?
There’s a role for incentives in an airport’s ASD arsenal, but that role isn’t to act alone to attract new service. An airline’s appetite for incentives is far larger than any airport’s ability to pay them, and airlines know this. What they really want to see is a market that is performing well enough with existing service, so that they can project a successful new service. At that point, incentives can make sense if they lower any barriers to entry or reduce friction. For example, the costs to set up the operation or market the service to gain baseline awareness and trial. But ultimately, airlines want to see that the market can sustain itself over time.
The best incentive for new service, for any airline worth attracting to your airport, is to show that your existing service is performing well. You do that by maximising passenger demand for the service you already have. Do that, and new service will follow more surely than by any other means.
No matter what size they are, airports face numerous operational obstacles. How can passenger analytics help with addressing these challenges?
Big data analytics can help in several ways. A couple of examples:
Identification of passenger flow issues, especially as it pertains to security checkpoints. With big data we can determine passenger show-up profiles and then work with the airport and Transportation Security Administration (TSA) to analyse staffing performance and staffing requirements by hour/day/day of the week, etc.
Identification of demand peaks and valleys at individual retail locations. Over time, trends may become visible that allow airports to gain insight as to the products and services different customers prefer, not only by time of day, but by flight arrival and/ or departure. This sort of customisation is something that smaller airports especially can use to their advantage, to leverage one of the main assets – customer experience – they tend to have versus their larger competitors.
The rise of LCCs has meant that ancillary revenue sources have become increasingly important to operators and investors. With this in mind, how do you recommend airports capitalise on the commercial potential of their passengers?
Airports, especially in the US, tend to lag other industries in understanding and segmenting their passengers. Whatever trends are in play today or in the future, understanding how they affect your customers is the key to capitalising on them; because passengers, like any customer, exist for us to serve them.
Take Transportation Network Companies (TNCs), for example. They are significantly threatening airports’ revenue streams by reducing demand for airport parking. All too often, airports respond initially by limiting if not prohibiting the services, then eventually, by allowing them, sometimes while wondering how to raise parking rates enough to compensate for the lost parking revenue. All of this misses the point, and the opportunity.
As any marketer knows, happy customers spend significantly more money than other customers. People love TNCs; and they’re using them to come to your airport. Airports should work with TNCs to ascertain what kinds of arrival and departure experiences their mutual customers would most want to have, then provide them, and become the most TNC-friendly (and therefore customer-centric) airport around. Passengers will respond, and you’ll benefit.
What measures do you recommend airports should consider when looking to enhance the passenger experience?
There are two kinds of measures: lag measures, and lead measures. Lag measures are the ultimate measure of success – revenue, profits, relative market share, etc. But by the time an airport knows what these measures are, they can’t do anything about them. They’ve either hit them or they’ve missed them. Thus, it’s hard to manage to them effectively.
Lead measures, on the other hand, have two characteristics that lag measures lack: they are influenceable, and predictive. Influenceable means that they are within my immediate control to affect. If I do “x”, “y” happens. Predictive means that, although they are not the lag measure, we believe that if we manage to this lead measure, we’ll produce the lag measure we want.
To enhance the passenger experience, airports should focus on measures that are influenceable and predictive. Aside from regular consumer insights research, which we believe is essential to commercial success, one of the most powerful ones we know is Net Promoter Score (NPS). It asks a simple question – based on your experience with our product today, how likely are you to recommend our product to your friends, family, and colleagues? You can also then ask people to tell you why they responded as they did, to give you insight into how to improve. It’s influenceable, and predictive. If I could only have one measure, this would be it.
10) What are your three top tips for smaller regional airports when looking to plan for future growth?
Use industry data to understand how airlines see your market
Use primary consumer insights research to learn what you can offer airline target passengers to increase demand for your airport’s service
Design and relentlessly implement a plan to grow passenger demand based on what you can control or affect
Travel at the touch of button
Azlan Ashari, sales director at Emerico, has more than 15 years’ experience working in the IT solutions industry. Earlier this month Emerico unveiled its new Smart Aviation VTM for the airport sector at London’s Aviation Festival. Regional Gateway caught up with Ashari to find out how this one-stop self-service facility is set to transform the passenger experience.
April 2018
How does it work? The V8 Smart Aviation VTM has been designed with IATA specification to be integrated with customer self service (CUSS), common use passenger processing systems (CUPPS) and common use terminal equipment (CUTE) platforms. It enables passengers to manage a full range of services including ticketing, check in, upgrades and baggage tagging and payments.
Emerico’s expertise has traditionally been in banking and retail technology. What inspired the move in to the aviation sector? Our core focus has always been to create a seamless infrastructure to enhance the customer experience. With the aviation sector embracing the digital revolution and increasingly looking to streamline its processes, we felt that it was a good time to adapt and share our technology with the industry.
What are the benefits for both the passengers and airports? For both parties it creates a streamlined process and ensures no time is wasted between the first contact point (purchase of tickets) and departure. Plus, for passengers it has an easy-to-use touch panel for enhanced customer interaction and for airports its capability to handle daily over the counter services minimises operations and staffing costs.
Is this solution scalable for all sized airports, including smaller regional hubs? Absolutely. Our software platform, Alexis, is developed in-house which gives us a huge advantage, as we can be flexible and tailor our product to a customer’s requirements. We appreciate that a smaller airport might not have access to the same sort of budget as a larger airport, so we’ll work with them to disable certain features as they see fit. Once that airport grows and gains higher passenger traffic, we can reinstate or add on features.
How is it a cost-effective solution? It eliminates the need for airline and airport operators to lease real estate assets to serve their customers. The V8 Smart Aviation VTM is a one-stop operation centre for passengers to interact with operators, make purchases and amend their flight details. The terminals can be strategically placed anywhere in the airport.
Which airports are you already in talks with to install your VTM solution? We are reaching out to several regional and independent airports who have taken interest in integrating our smart solutions. We are unable to disclose any names at the moment.
What other projects do you have in the pipeline? We actually have several projects that we plan on unveiling in the coming year. One of our most exciting prospects is our Self-Service Robot which we are hoping to unveil at the World Islamic Banking Conference in Bahrain.
What is your vision when it comes to SMART airports of the future? Our vision for airports of the future is to make the airport experience a passenger centric one. This will require the design and infrastructure of airport processes to work in tandem and a passenger-centric one, where travel through the airport is made as enjoyable as possible. To enable this to happen, we would require the design and infrastructure of airport processes to work in tandem and integrated seamlessly.
The only way is Southend
A long-established regional hub, Southend Airport in Essex prides itself on both its quality of service and its potential for future growth. Glyn Jones reveals why the east of London airport is the one to watch.
February 2018
“It’s a surprise to most people – how close Southend is to London,” says Glyn Jones, CEO of Stobart Aviation, which is responsible for London Southend Airport. “Like most people, I mistakenly thought it was a long way from the city, so I was slightly surprised when I first came here how close it is to London.”
An enthusiastic Jones is explaining what drove his move from another of the UK’s regional hubs – London Luton – to Southend in 2015.
“I was amazed by Southend in several respects,” he says, but the airport’s real appeal was the “quality of the passenger experience as well as the potential for growth and opportunity at the airport.”
Capable of handling 5m passengers and boasting the same airfield capacity as Luton (a 16m-passenger airport), Southend could arguably cater for a much greater volume of passengers than the 1.2m it handled in 2017. But Jones argues that Stobart’s focus is on quality not quantity.
“Stobart has always been about providing a great passenger experience,” he says, arguing that if you were to push a higher number of passengers through the existing terminal, the quality of service would be compromised.
It’s no surprise then to learn then that Southend has been named Best London Terminal four years in a row (most recently in 2017) by ‘Which? Airport Passenger Survey’ and twice been recognised by the Airport Operators’ Association (AOA) as Britain’s best small airport.
Despite the airport not filling its current capacity, Jones reveals that the airport is projected to grow capacity to 10m by the late 2020s without compromising the quality of service. In anticipation of this growth, Southend has been granted planning permission to extend its terminal by a third in 2018.
“We don’t really need to do the work yet, but we are extending the terminal for operational capacity – we want to be absolutely sure that we can keep a very high level of service and that we can do so ahead of demand,” says Jones.
Race to the city
Although Southend operates as a hub for easyJet and provides a gateway to London, it doesn’t jump to mind as one of the UK capital’s primary airports, which include Heathrow, Gatwick, Stansted, Luton and to some extent London City.
But Southend has its own secret weapon says Jones. He reveals that passengers travelling through his airport will on the whole find themselves in London faster than they can get through Heathrow.
“I can stand in the air traffic control tower and watch someone come off an A320 and less than five minutes later they’re through the airport and on the train platform,” says Jones.
Last year Southend pitted London’s six main passenger airports against each other in a ‘Race to the City’ to see how they fared in terms of the fastest journey between two points. Starting at an origin common to all London airports – Amsterdam Schiphol Airport – the race ended at London icon – the Stock Exchange.
“It’s unsurprising that London City was the quickest option, taking 70 minutes in total from Amsterdam to central London. However Southend, which came in second place, wasn’t far behind with a total journey time of 99 minutes,” says Jones triumphantly. “With a flight time of just 24 minutes, a 5-minute aircraft taxi time from touch down to gate, and a gate to exit walking time of 3 minutes, the longest part of the journey was the final leg – the 67-minute journey on public transport to central London,” he continues.
Heathrow, Gatwick, Stansted and Luton all lagged behind. So, as well as being situated outside the capital’s most congested air traffic area, when it comes to actual journey times into the capital, Southend can offer a more convenient and less stressful option for passengers when compared with other airports serving London.
Regional awareness
While Jones is the first to admit that Southend had a great product and offered a great service when he took over the helm, he divulges that what was lacking was “great awareness” of what was on offer.
“I brought honest recognition that there was a job to do (both in terms of business-to-business and business-to-consumer marketing), as well as some of the tools and experience to carry this out.
“For me, marketing is all about numbers and understanding people in detail. Those people in our case are both businesses (the airlines) and the passengers,” asserts Jones. One of the first things he did in his role as CEO was to commission the use of big data to better understand the airlines and their passengers.
Accessing and analysing this data has not only allowed the airport to better understand its catchment (based on both outbound and inbound traffic), but it has also enabled the airport’s management team to help airlines to evaluate the risks and benefits of serving Southend.
“Airlines understandably get nervous about putting their capacity into a new airport because it involves risk and we all know the operation of airlines isn’t cheap. Our understanding of our catchment enables the airlines to evaluate the risks in a more detailed way.”
The airport has also teamed up with its airline partners to invest a seven-figure sum on consumer marketing. “It’s all about driving awareness and resonance,” he says, explaining that it’s not just about saying that you can fly from Southend to any number of destinations in Europe, but reiterating why passengers should choose to fly to or from Southend.
It’s the same issue faced by airports around the world; to attract passengers you need airlines and to attract airlines you need passengers. But Jones concedes the current aviation market is a particularly competitive one, particularly at a European level with asset allocation and airlines being able to pick and choose where they base their aircraft. “The competition is severe, so we need to make sure we can help airlines by creating new values and a whole new experience that they can benefit from, as well as the passengers.
“Fundamentally though it’s about being a believer,” insists Jones. “And we believe that in 10 years we will be a 10m passenger airport.” But he adds that government support is needed to drive this growth, particularly at airports like Southend which has peak capacity available, rather than to keep piling passengers into busier, existing airports. “This only increases delays and decreases the level of service at these facilities,” he argues.
Raising the game for smaller airports
Renowned for his outspoken campaign urging the UK Government to help free up capacity at smaller airports, Jones maintains that the focus should be on three primary areas.
The most obvious is Air Passenger Duty (APD). “Many airports are marginal financially and APD is disproportionate,” he points out. “I don’t see why the Government doesn’t take a more inventive view of APD and how it affects regional airports.”
Unlike the big airports and airlines, Jones doesn’t think that APD should be abolished altogether. “Rather it should be removed from smaller airports (those serving less than 3m passengers) to help rebalance the economy by using the existing capacity at these regional hubs.”
Secondly, Jones believes the planning system should be streamlined. This, he insists would help smaller airports – which are lacking in the budgets and resources of big hitters such as Heathrow and Gatwick – when it comes to applying for planning consent to expand and improve their facilities.
Finally, he stipulates that the Government needs to better understand the relevance of surface access to airports by improving rail and road connections. Not only would improved access provide passengers with a greater choice of options, but Jones adds: “Environmentally it’s really important that we manage things in the least impactful way possible, which means getting as many people as we can travelling by train.”
He would also like to see airports operating their own rail franchises so that they can tailor the service specifically with the needs of the passenger in mind.
When it comes to lobbying the Government and speaking out about the aviation sector, another issue Jones doesn’t shy away from is of course, Brexit.
He states that there needs to be a constructive dialogue that brings together the whole of the industry and the Government, as well as regulators on both sides of the channel (EU and non-EU).
“We’re not speaking with one voice and admittedly that’s not easy, nor may it be possible, but we should at least be able to reduce the fragmentation of those voices.”
Ultimately though, the most important thing is that we have open skies, says Jones, concluding that “it would be ridiculous to stop the free flow of aviation services and it is in no-one’s interest why anyone would want to do that. But irrational things do happen, so we must be absolutely sure to maintain open skies!”
One-stop airport app
With an abundance of digital initiatives dominating the aviation sector, Stephan Uhrenbacher, CEO & founder of FLIO, reveals why a single airport app adds more value than hundreds of individual apps put together.
February 2018
How has FLIO progressed since launching in 2015 as a global airport app and what are its primary functions?
FLIO covers the full passenger experience. It provides up-to-date flight information directly from airports, as well as commercial offers via vouchers from food and beverage (F&B) operators and retailers. It can also be used to integrate airport services enabling passengers to book parking and lounge access or fast track through security. Our main progress lies in the number of airports which work directly with us. We provide information on over 3,000 airports, but have officially partnered with 11 airports in Europe and will be growing our partner network with four more airports in the first quarter of 2018.
What was the inspiration behind the app?
I am a serial entrepreneur with a background in online travel, but I also built Europe’s largest local review website, Qype, which was acquired by Yelp in 2012. The inspiration for FLIO was my realisation that all airports fundamentally fulfil the same functions when it comes to the passenger journey, but with very different approaches. Having a state-of-the-art digital infrastructure that works at every airport solves two problems… It essentially lowers costs for airports, but it also de-stresses passengers as they have a reliable way to get information.
It’s easy to see how passengers benefit from FLIO as a one-stop source of information, but what’s in it for the airports?
Nearly every airport which has their own app is totally disillusioned about the usage it gets from passengers. While airports love the idea of being in control of their own app, they are totally unaware of the immense costs involved to get passengers to use their apps. Keeping apps up-to-date and maintaining a mobile presence for Apple, Android and the web is expensive. FLIO offers a cost-effective solution for airports so they can keep content fresh. But fundamentally it eliminates the need of having to install an app for each and every airport visited.
Typically, you’ve partnered with large airports. Is FLIO scalable for smaller airports too?
We have actually partnered with smaller airports too, for example Vilnius and Bremen airports, and we are currently in discussions with many others. While it took a while to convince larger airports like Amsterdam Schiphol and Athens to work with us, the pitch to smaller airports, who are understandably super cost sensitive, is much easier. We have a pricing model that makes our app very affordable for smaller airports to work with. Plus, because of our expertise, they can be live within weeks, not years.
What is your revenue model?
We charge airports a small fee to maintain content and connect to their system, but our main revenue stream is from advertisers such as L’Oréal and Estée Lauder. We also work with global F&B operators like HMS Host and SSP too.
Where are you looking to expand your reach in terms of airport partnerships?
In 2016 and 2017, our focus was mainly on Europe, but now we are looking to grow in North America and Asia. We have a team in place that can build a digital experience for any airport in the world and we are getting interest from all over the globe.
easyJet backed FLIO last year as part of an initiative to support the growth of embryonic travel technology start-ups. What is the next step for you in terms of strategic investment?
We have recently secured investment from AviAlliance (partial owners of Düsseldorf, Hamburg, Athens, Budapest and San Juan airports) and are very happy to have expert investors from the airport space. We are always open to discussions with partners, but we are not necessarily looking for additional investment at the moment.
What are the main challenges you have faced?
A global digital infrastructure project like ours can be hugely successful commercially, but that success doesn’t come easily. It took determination and a lot of hard work to convince the first three airports to come on board with us. Now that we have 11 (soon to be 15) airports working with us, it’s becoming easier each month to grow our partner network.
What have been your greatest successes?
Winning Amsterdam Schiphol was crucial for us, but also being able to prove that local couponing actually works with HMS Host was stellar. Another of our greatest achievements was to convince advertisers like L’Oréal to work with us.
What’s in store for FLIO in 2018 (and beyond)?
Our strategy is simple! We want to get as many airport partners on board as possible and ensure they are happy with the service we provide.
Airport private wireless solutions
The essential wireless foundation for the digital airport
The adoption of Industry 4.0 digital technologies, such as IoT, AI, machine learning and data analytics are expected to revolutionize the operations of airports, introducing greater automation, improved processes, better tracking and handling of everything from aircraft to baggage — all with the goal of improving the passenger experience. Essential to this digital transformation will be high performing, secure and very reliable wireless communications. Neither the Wi-Fi networks currently in operation in most airports nor the public mobile networks that serve them have what is required to support the most ambitious digital transformation of the airport.
In this paper, we examine the goals of this transformation, the key requirements that will have to be met, and the strengths and weaknesses of the various wireless technologies available today — keeping in mind what is coming in the future, as well. We argue that airports have to think in terms of a purpose-built private wireless network to support their operations. This is a different approach then they have used previously, and it affords them an opportunity to step up to a new generation of private network technologies: LTE and 5G. We examine these technologies more closely and discuss in detail what airports need to consider as they embrace their digital future.